- 4号铣床的原理与功能优......
- 4号铣床和3号铣床的工......
- 平面磨床的技术原理和优......
- 铜公雕铣机的核心设备与......
- 铜公雕铣机的工作原理和......
- 4号铣床的有点和用途在......
- 2025年平面磨床十大......
- 3号铣床和4号铣床的共......
- 4号铣床的操作方法和工......
- 平面磨床的特点核心优势......
- 4号铣床操作方法与核心......
- 平面磨床的用途和行业趋......
- 平面磨床的工作原理和优......
- 伺服中走丝的工作原理及......
- 3号铣床那个牌子好?有......
- 345火花机的优点和操......
- 伺服电机中走丝特点和优......
- 3号立式炮塔铣床安全操......
- 平面磨床的优点和运行原......
- 3号铣床的特点和操作流......
步进中走丝的操作原理和特点有哪些?
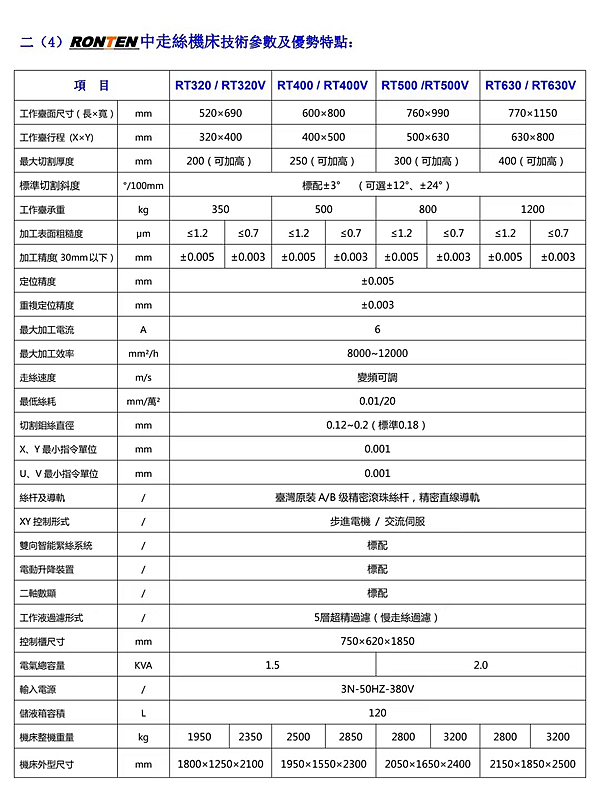
步进中走丝,也被称为“线切割加工”,是一种常见于金属加工领域的非传统加工方法,其工作方式类似于电火花加工。步进中走丝结构全新设计的新一代高速经济型中走丝线切割机床,满足大多数小型模具和零件的加工要求。

在中走丝线切割机床中,使用步进电机或伺服电机都可以实现控制系统的运动。但是,两种电机的应用场景和性能有所不同。
步进电机适用于一些精度要求不高、速度不太快的场合,而伺服电机则适用于需要高精度、高速度和高动态特性的场合。
因此,选择哪种电机应该根据具体的加工需求和机床性能来决定。大家买购买中轴丝线切割机床经常纠结购买步进电机还是伺服电机?也比较在意价格,配置高价格自然高,但却很少人去了解与之配套的线切割控制系统步进系统和伺服系统的区别。
步进中走丝与伺服中走丝都属于中走丝线切割,那你知道两者之间的区别是是什么吗?本文从电机控制方式、控制精度、运行性能等不同方面介绍了它们的不同。
一、电机控制方式不同
步进中走丝采用步进电机驱动方式,这种驱动方式于上世纪70年代开始流行,具有控制电路简单、驱动简单的特点,但由于其控制精度低,无法实现精度补偿,因此长期使用会逐渐降低机床的精度。
伺服中走丝采用交流伺服电机驱动,这种驱动方式是目前的主流方式,加工中心、慢走丝等数控机床都使用了这种电机,具有以下优点:驱动扭矩大,驱动电机规格齐全,滚珠丝杆与电机可实现无间隙直联驱动,如果再通过软件实现精度补偿,便可将机床精度控制在微米级,因此使用伺服中走丝加工工件,可长期保障工件表面的光洁度。
二、控制精度不同
步进中走丝的精度一般是通过步距角的精准控制来实现的,通过调整步距角的不同档位可实现精度的准确控制;伺服中走丝的控制精度是由电机轴后端的旋转编码器控制,通常伺服电机的控制精度要高于步进电机。
三、运行性能不同
步进中走丝由开环控制,当启动频率过高或者负载过大时,容易出现机床无法正常运转的现象;而伺服中走丝的驱动系统为闭环控制,驱动器可直接对电机编码器反馈的信号进行采样,可有效避免机床无法正常运转情况的产生,因此,其控制性能也更加可靠。
荣田精密机械有限公司主营 手摇磨床、3号铣床,4号铣床、步进中走丝、铜公雕铣机、650雕铣机、石墨雕铣机、540火花机,450火花机等整模房设备解決方案。
全国统一客服专线:400-153-1911